全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
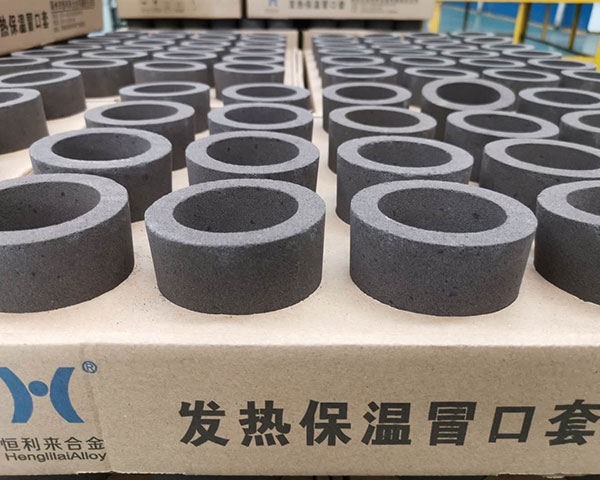
保温冒口是通过控制冒口热损,延长冒口金属液凝固时间,提高冒口补缩效率。为了实现以上目的,本实用新型所采用的技术方案为:行星架类铸件的铸型内设置砂芯,铸型上设置有冒口,所述冒口包括相互连接的发热部分和保温补贴部分,所述发热部分位于铸型上端,所述保温补贴部分包覆在铸型的长臂位置处,保温补贴部分与铸件的形状相匹配。
采用“顺序凝固原则”,在铸件上建立一个从远离冒口的部分到冒口之间逐渐递增的温度梯度,从而实现由远离冒口处向冒口方向顺序地凝固,即远离冒口的部位先凝固,靠近保温冒口的部位后凝固,冒口本身后凝固,不可以。还需要注意浇注系统的设计不能只看发热保温冒口的情况,还要注意看铸件的形状、重量等等。在使用时一般采用同时浇注,在中间浇注,在直浇道的底部用一个5通的管,这样可以有更好的应用。
以尺寸400mm×160mm×40mm的板状件为例,通过模拟和实验,考察了直径分别为100mm和60mm的冒口在不同条件下的补缩效果。实验结果表明,感应加热冒口套,可以对冒口进行有效的加热,实现延长冒口内液态金属凝固的目的。对比常规设计所采用的直径100mm的冒口,在冒口加热条件下,直径60 mm的冒口可完全满足补缩要求,冒口体积减少64%,工艺出品率由原来的59.7%提高到77.9%。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号


