全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
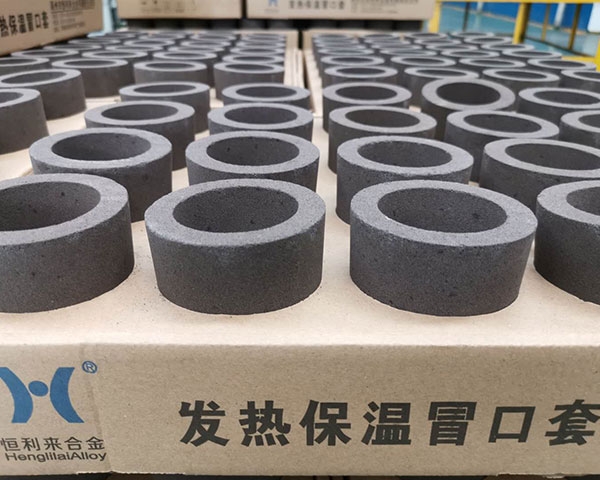
该产品可广泛用于各种牌号的铸钢、铸铁及有色合金的铸件生产中,使用该产品可延长金属液的冷却时间,增强补缩效果,能提高铸件工艺出品率20%左右,降低生产成本30%——40%左右,冒口重量减少40%——50%,节省了金属熔化和切割冒口费用,减少了型砂和金属损耗、节能省工降低了铸件生产成本,提高了铸件的内在质量和铸件的致密性,提高了经济效益。

依据目前工业真空感应熔炼炉生产高温合金的浇注工况及发热保温冒口的特性,设计并制作了一种可用于真空感应熔炼炉浇注高温合金的发热保温冒口。通过实验结果对比后发现,使用发热保温冒口可有效延长合金液在冒口处的凝固时间,缩小和改善高温合金真空锭的一次缩孔和二次缩孔体积、形态和位置,改良真空锭上端内部凝固状况,提高真空锭成材率,并一定程度上起到净化合金液的作用。
冒口必需能传运足够的铁水以补偿收缩。液态收缩:高于TL温度:1,5 % / 100 ?C。固态收缩:0-2-5 %,取决于铁水的冶金质量。冒口必须能起作用:暗冒口必须有Williams芯子和气眼,明冒口必须有发热套。为了在试验矩形冒口顶部获得稳定的热中心,电流控制在150~200A间,电流频率选择2000Hz,感应器底部与冒口底部距离控制在100~110mm之间,模拟值与实测值误差在10%以内,能够满足工程技术要求。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号