全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
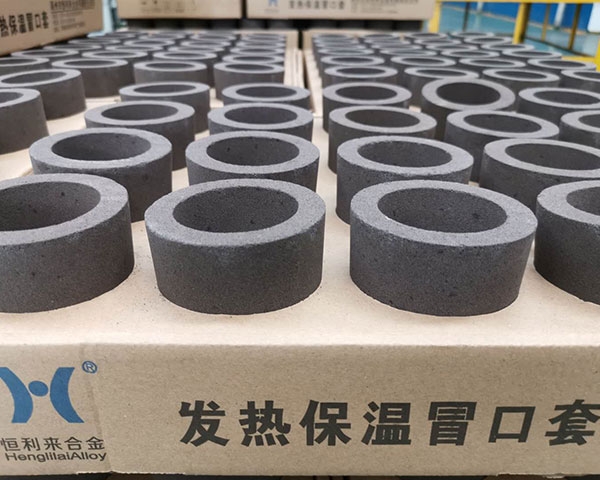
在铸件厚壁处和热节部位(即铸件上热量集中,内接圆直径较大的部位)设置冒口,是防止缩孔、缩松的有效措施。冒口的尺寸应保证保温冒口比它要补缩的部位凝固得晚,并有足够的金属液供给。采用“顺序凝固原则”,在铸件上建立一个从远离冒口的部分到冒口之间逐渐递增的温度梯度,从而实现由远离冒口处向冒口方向顺序地凝固。

保温冒口不燃烧、不空鼓、无接缝、初凝快,直接与基层粘结,形成一体保温系统,结构牢固。从而大幅提高了保温性能。对于明冒口来说,辐射和冒口周围型砂材料的传导吸热是热损失的主要部分;至于暗冒口,共热损失形式主要表现为冒口周围型砂材料的传导吸热。在常规的生产条件下,热对流所造成的热损失。粘结能力强、不开裂、冷、热桥变形系数小,在该保温系统构造中,可不必在基层墙体上涂刷界面剂和使用抗裂玻纤网格布。
高发热冒口采用铸造模拟分析软件对不同冒口高度的13500kg钢锭的凝固过程进行了计算机模拟分析,并预测了钢锭的缩孔缺陷的分布。结果表明,原来生产过程中钢锭冒口高度下的缩孔深度较大。将模拟结果与试验结果进行对比后,两者吻合良好。在此基础上,用计算机模拟优化了冒口高度并进行试验验证。模拟与试验结果表明,优化后的冒口高度可以消除缩孔缺陷,因而提高了钢锭质量和利用率。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号