全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
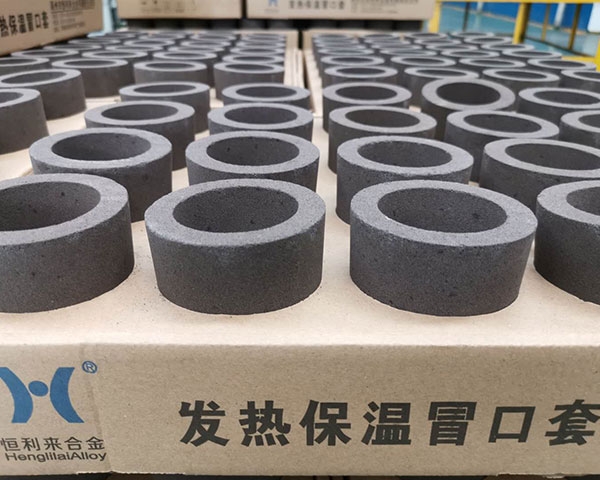
冒口可广泛用于各种牌号的铸钢、铸铁及有色合金的铸件生产中,使用该产品可延长金属液的冷却时间,增强补缩效果,能提高铸件工艺出品率20%左右,降低生产成本30%——40%左右,冒口重量减少40%——50%,节省了金属熔化和切割冒口费用,减少了型砂和金属损耗、节能省工降低了铸件生产成本,提高了铸件的内在质量和铸件的致密性,提高了经济效益。

工程上常采用的几种冒口均存在着尺寸大、补缩效率低等问题。因此,开发出能够解决这些难题的新型冒口是一项很有实际意义的研究工作。如果没有选择合适的冒口位置,这不但起不到避免或减少铸件缩孔缩松缺陷的作用,而且有可能会适得其反使铸件产生裂纹,增加冒口附近缩孔缩松的面积,与此同时也增加了清理及切割冒口等工作的难度。保温冒口也分普通的和发热的保温冒口,一般用于热节部位减少缩孔发生。
高发热冒口要实现无冒口铸造 好金属液从油底壳处引入,620机体总高729mm(从油底壳至缸口 高处),落差不大,可以实现金属液从油底壳处引入(即顶注)。顶注工艺有利于金属液自下而上的凝固,有利于铸件的补缩,同时也有利于消除铸件的冷隔。因此考虑将浇注系统移至油底壳处,并在横浇道与内浇道搭接处加大,以取代原发热保温冒口,利用自下而上的凝固顺序,去除所有外型冷铁和发热保温冒口,以减少浇注量,去除10片陶瓷过滤片,仅在横浇道搭接处保留4片,
 豫公网安备 41108102000631号
豫公网安备 41108102000631号