全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
冒口模具温度较高时进行喷涂,铸造涂料的载体水与高温之间会反映强烈,通常能获得很大的涂料孔隙度,涂层的绝热性能会更好,但由于过高的模具温度会引起强烈的“回弹”,使涂层很难粘附在型腔表面上,致使涂层对铸型的附着力及寿命都会降低。
保温冒口选择了大型厚板型试件1 200 mm×1 200 mm×180 mm,设计并优化了其保温补贴工艺方案,模拟结果发现由于保温补贴厚度小于金属补贴,因此必须对冒口下部因采用保温补贴而暴露给砂型的表面采用保温补贴保温,否则补缩通道在冒口颈部易产生缩颈。在生产实践中,一般壁厚的高铬合金铸件,在铸造中采用普通砂型冒口即可满足铸件的补缩要求。
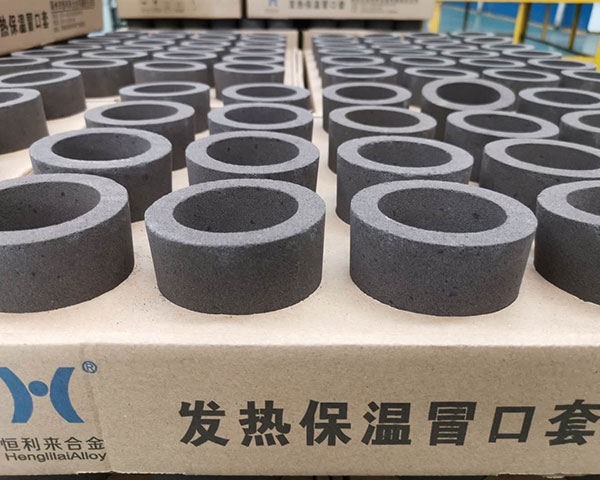
冒口有排气、集渣作用的空腔,是附加在铸件上方或侧面的补充部分,主要用来避免铸件出现缺陷。与普通冒口相比,保温冒口内的金属液凝固时间长,补缩效果好。冒口来源广,成本低。其中重要的是材料的热物理性能,即导热系数(入)、比热(c)、和容重。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号


