全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
使用保温冒口可以有效延长金属液的冷却时间,增强补缩效果,能提高铸件工艺的出品率,降低生产成本,冒口重量减少,节省了金属熔化和切割冒口费用,减少了型砂和金属损耗、节能省工降低了铸件生产成本。保温冒口中添加了国外进口的近纳米纤维,每立方米材料中有几亿根纵横交错的纤维。
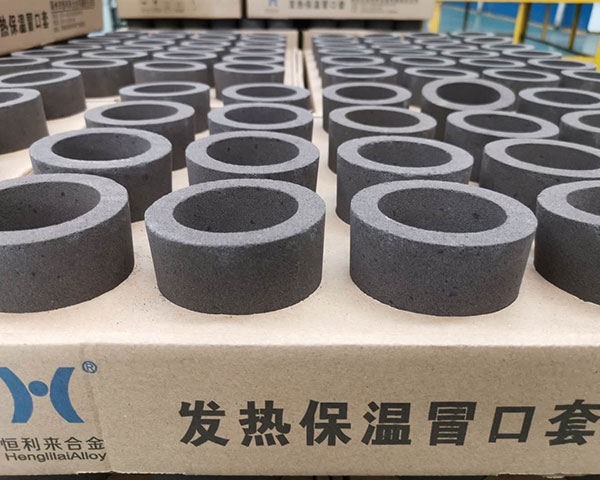
因不锈钢含有合金元素较多,铬等某些金属在切割过程中产生的氧化物熔点过高,会导致氧乙炔(氧丙烷等气割)无法切割不锈钢材质。等离子切割。利用高温一高速等离子弧为热源将被切割金属局部熔化,同时用高速气流将已熔化金属吹走而形成狭窄切口的过程。等离子切割能量高度集中、温度高.可以切割任何高熔点金属.切割质量好,切速快,热影响区小,切割厚度大。发热保温冒口有保温材料和发热材料。保温部分有岩棉、石棉、耐火纤维和玻璃纤维等。
冒口有一定的补缩距离,它取决于壁厚和铁水的冶金质量。它可以是:水平补缩距离:10到2倍断面厚度,垂直补缩距离:15到4倍的断面厚度。认识到球铁在与造型接触时会产生一个固体层是很重要的。该层(2-3mm)对薄壁件比对厚壁件更为重要。冒口是解决铸钢件缩孔、缩松、排气和集渣的关键工艺,是生产铸件不可或缺的一部分。工程上常采用的几种冒口均存在着尺寸大、补缩效率低等问题。因此,开发出能够解决这些难题的新型冒口是一项很有实际意义的研究工作。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号





