全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
模数法:是根据铸件被补缩部分的模数和冒口补缩范围内铸件的凝固收缩量,二哥条件确定冒口的尺寸,计算比较繁杂但比较贴近实际,适用于要求致密高的铸件,一般冒口模数应略大于铸件模数。现有铸造工艺中,铸造冒口一般都采用易割片,这种易割片的设置可以实现使用机械锤击法去除冒口,减少清理冒口工作量;

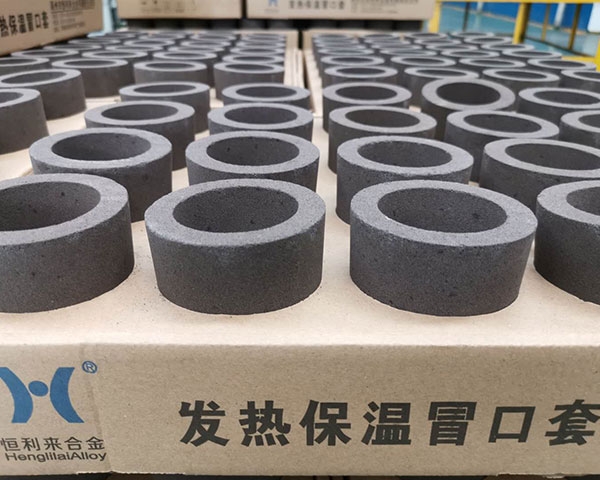
与冒口配合使用,使铸件局部区域冷却加速,强化了铸件方向性凝固的条件,有利于冒口补缩和扩大冒口补缩范围,这样,不仅有利于防止铸件产生缩松,缩块缺陷,还有可能减少冒口的数量或体积及补缩的斜度,提高球墨铸铁件工艺出品率。提高铸件工艺出品率和冒口利用率,可以采用保温冒口。保温冒口是通过控制冒口热损,延长冒口金属液凝固时间,提高冒口补缩效率。
冒口为实现顺序凝固,要注意冒口位置的选择,冒口有效补缩距离是否足够,并充分利用补贴和冷铁的作用。用低导热材料制作的冒口叫保温冒口。与普通冒口比冒口内金属液凝固时间长,补缩效果好。保温冒口具有保温性能好、耐火度高、补缩能力强、重烧线收缩小,使用方便、无环境污染、便于推广等优点,长期以来得到了广大用户的好评。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号