全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
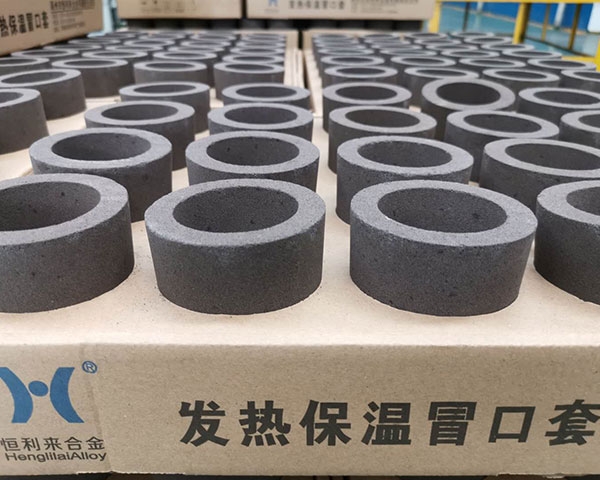
由于冒口的根部是内拐角,散热困难,而且是冒口和型砂的结合处,所以钢液在这里浸蚀冒口;在制造、搬运和造型时也可能造成根部缺损,故有必要研发一种高韧性发热冒口,提高冒口的使用寿命。发热同时兼具保温功能。浇铸时,冒口在680度左右被迅速点燃燃烧,此时放出的热量使其冒口内铁液温度升高,使冒口内金属液凝固时间变长,延长补缩时间,提高冒口对铸件的补缩效率。

高发热冒口该高效发热保温冒口套,密度低,强度和韧性较好,特别适用于中大型铸铁、铸钢及多种造型工艺,产品分为直筒、椭圆形、缩颈、斜颈等类别,并可以提供对应的冒口盖。 保温材料和发热材料配比,生产出冒口保温发热剂。应用于明冒口金属液表面瞬间覆盖并燃烧发出热量,能有效地降低金属液表面热辐射、热对流, 减小热传导而产生的热损失。
采用φ400mm冒口,高度500mm,冒口模数MR1=7.12cm,冒口完全和铸件接触,此时铸件模数MC1=6.52cm,冒口容积63.2 dm3,冒口钢液重量为430㎏,铸件工艺出品率为64.2%。采用此方案生产,浇注后采用人工捣冒口进行干预,铸件切割冒口时铸件无缩孔出现,经UT检测,铸件中心部位存有缺陷。对铸件进行精加工,并对加工表面进行喷砂处理后,在铸件的中心部位出现缩松缺陷
 豫公网安备 41108102000631号
豫公网安备 41108102000631号