全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
增强补缩效果,能提高铸件工艺的出品率,降低生产成本,冒口重量减少,节省了金属熔化和切割冒口费用,减少了型砂和金属损耗、节能省工降低了铸件生产成本,提高了铸件的内在质量和铸件的致密性,提高了经济效益。使用保温冒口浇注后高温收缩小,保温冒口套无变形、扩张,冒口光洁、外形归整,补缩后形态“平碟型”。
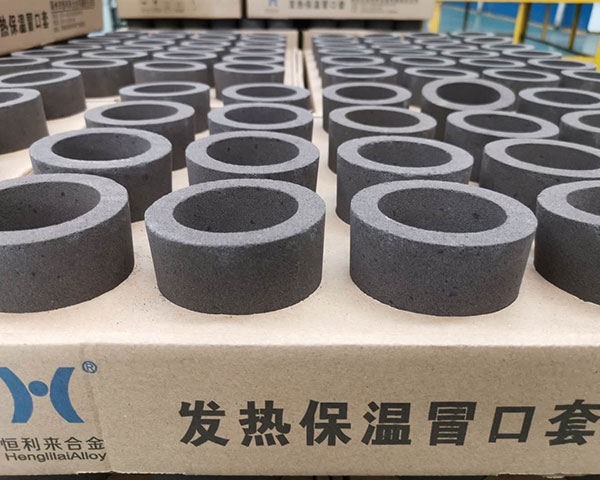
在铸件厚壁处和热节部位(即铸件上热量集中,内接圆直径较大的部位)设置冒口,是防止缩孔、缩松的有效措施。保温冒口的尺寸应保证冒口比它要补缩的部位凝固得晚,并有足够的金属液供给。明显延长冒口顶部结壳时间,使冒口中钢水长时间处在大气压力作用之下,大大提高了冒口的补缩效率,有利于铸件中的气体和夹杂物上浮,达到了净化钢水的目的,而获得健全的钢件,降低了废品率。
一般说来,球墨铸铁件产生缩孔、缩松的倾向比灰铸铁件大得多,防止收缩缺陷往往是工艺设计中十分棘手的问题。在这方面,从实际生产中总结出来的经验很不一致,各有自己的见解:有人认为应该遵循顺序凝固的原则,在 后凝固的部位放置大冒口,以补充铸件在凝固过程中产生的体积收缩;有人认为球墨铸铁件只需要采用小冒口,有时不用冒口也能生产出健全的铸件。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号





