全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
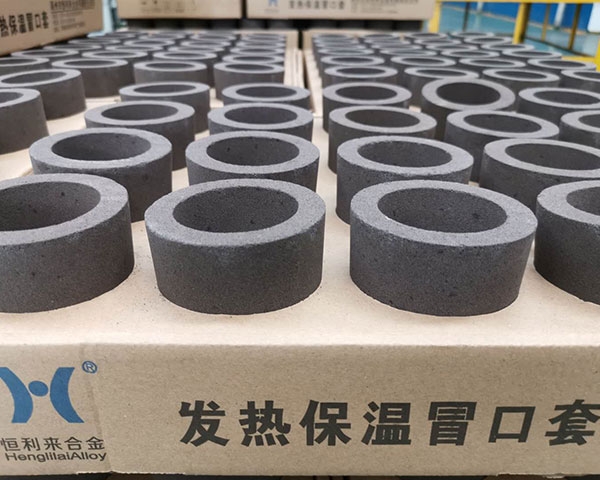
铸造的过程是将融化的金属铸液注入铸模中,让其自然冷却凝固形成铸件,对于小型铸件还好说,但是一些大型铸件在浇筑过程中很容易出现锁孔、缩松等现象,这都是铸件内部铸液凝固过快、内部气体没有及时排出或者沉渣所致,这对铸件的质量造成严重的影响,为了解决这些问题,就需要一种叫做保温冒口的铸造工具的帮忙,

保温冒口产品充分利用再生资源、节能环保。铸造企业规模化生产,也即每个铸造单元的产量在5000t以上。采用高紧实度的造型机以及现代制芯技术,保温冒口厂家尽可能降低铸件质量、减少加工余量。气孔:可能是由于冒口本身发气量过大引起的,另外,覆膜砂易割片,或者冒口受潮等引起的发气量都有可能导致铸件气孔问题,尤其是冒口根部的气孔更为明显。
加快铸件某些特殊部位的冷却速度,以期达到提高铸件表面硬度和耐磨性、细化基体组织的目的。在难于设置冒口或冒口不易于补缩到的部位防止冷铁以减少或防止出现缩松、缩孔。对球墨铸铁,用冷铁进行激冷可以增大铸件表面或中心的温度梯度,有利于提高石墨化膨胀的利用程度和提高冒口补缩效果。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号