全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
模数法:是根据铸件被补缩部分的模数和冒口补缩范围内铸件的凝固收缩量,二哥条件确定冒口的尺寸,计算比较繁杂但比较贴近实际,适用于要求致密高的铸件,一般冒口模数应略大于铸件模数。现有铸造工艺中,铸造冒口一般都采用易割片,这种易割片的设置可以实现使用机械锤击法去除冒口,减少清理冒口工作量;

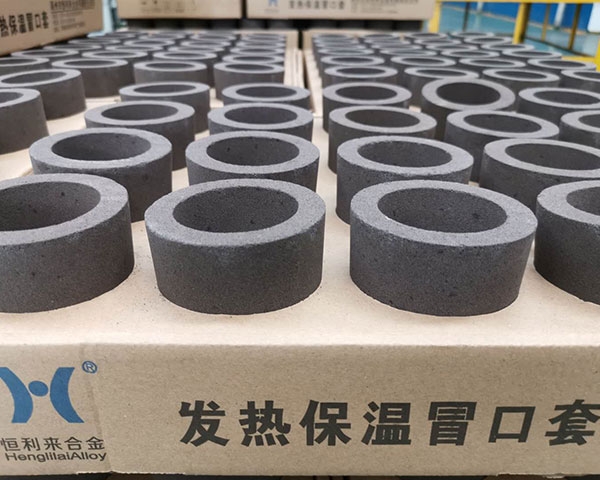
冒口套补缩作用的必要条件是保持冒口套中金属液晚于铸件凝固和有足够的金属液补充铸件的收缩。保温发热冒口套补偿原理与普通冒口套相同,只是保温冒口套使用了保温材料,在高温时热散失小于普通冒口套,相当于增大了冒口套内金属液的热容量和减少了冒口套的散热面积,从而延长了金属液(钢水)的凝固时间,节约了钢水。
高发热冒口聚乙烯包覆钢轨机器烈度高;耐苍生腐蚀能力好;炉龄长;防腐及绝缘机能极强。聚乙烯包覆钢轨环氧松脂底层厚实度:0.08~0.10mm;之间粘连层厚度:0.2~0.3mm;聚乙烯夹克厚实度:2~4mm高发热冒口明显延长冒口顶部结壳时间,使冒口中钢水长时间处在大气压力作用之下,大大提高了冒口的补缩效率,有利于铸件中的气体和夹杂物上浮,达到了净化钢水的目的,而获得健全的钢件,降低了废品率。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号