全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
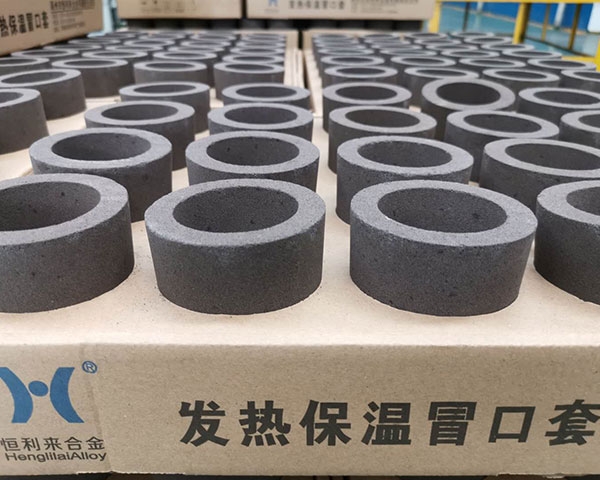
高发热冒口在明冒口和暗冒口上都可以使用,这个是根据需要的、生产的习惯、生产条件等因素综合考虑。但是暗冒口本身就使用的少,所以看起来貌似是明冒口用的多。冒口的设计功能不同的冒口,其形式、大小和开设位置均不相同。

实践证明高压造型能使铸件质量比手工造型、普通机器造型减轻3%-5%,加工余量也能保持在2-3mm。减轻重量不仅使铸造车间节能,也可减少后续加工的能耗。铸件在铸型中冷却时,薄的部位先凝固,其收缩可由附近较厚的部分补偿;较厚部分凝固时,又可由厚部分得到补偿;厚部分凝固时,如得不到外来的补偿,该处就会形成大缩孔。
在生产实践中,一般壁厚的高铬合金铸件,在铸造中采用普通砂型冒口即可满足铸件的补缩要求。但随着高铬合金零部件结构壁厚加大或结构限制,尤其是制作大型挖泥泵过流部件时,普通砂型冒口的补缩效果很差,缩松、开裂、粘砂和渗漏问题严重,造成成品率很低,损失很大。由此大型铸件的缩松、开裂等问题成为一个亟待解决的课题。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号