全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
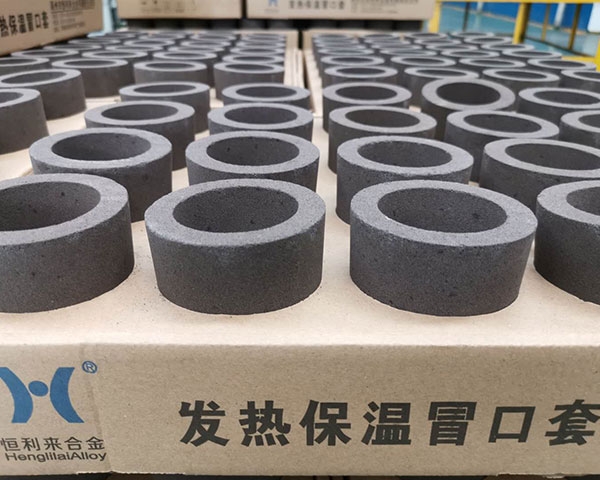
补缩效率是普通帽口的3倍,具有明显的技术效果和经济效益。充分利用发挥保温、发热大大提高冒口套的热效率,使冒口达到铸件的 后凝固,以不断及时给铸件予以补缩。 总之,保温发热冒口套不能省去铸件需要冒口设置数量,比如,2个变为1个冒口,只能缩小每个普通冒口体积,以体积小、保温发热热效率高的冒口套能达到或超过普通冒口的效果,从而节省金属液。

冒口的尺寸应保证保温冒口比它要补缩的部位凝固得晚,并有足够的金属液供给。采用“顺序凝固原则”,在铸件上建立一个从远离冒口的部分到冒口之间逐渐递增的温度梯度,从而实现由远离冒口处向冒口方向顺序地凝固,即远离冒口的部位先凝固,靠近保温冒口的部位后凝固,冒口本身凝固,不可以。
冒口设计的原则:1、冒口的凝固时间必须要大于或等于铸件的凝固时间。2、冒口所提供的钢水量应大于铸件的液态收缩、凝固收缩之和。3、冒口和铸件需要补缩部分在整个补缩的过程中应存在通道。4、冒口体内要有足够的补缩压力,使补缩金属液能够定向流动到补缩对象区域,以克服流动阻力,保证铸件在凝固的过程中一直处于正压状态,既补缩过程终止时,冒口中还有一定的残余金属液高度。5、在放置冒口时,尽量减小铸件的接触热节。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号