全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
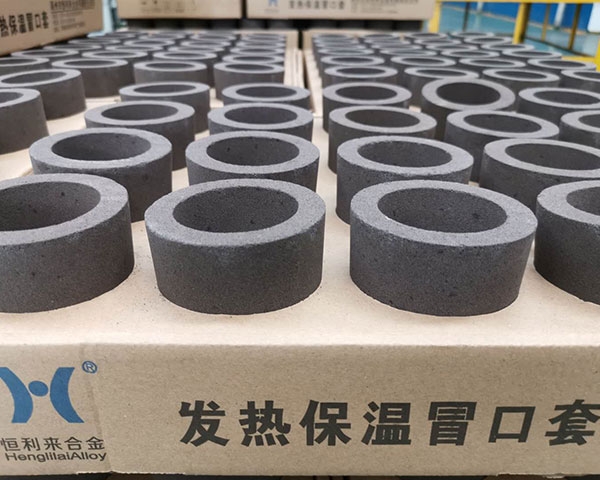
高压水平造型线冒口的放置方式:传统的发热保温冒口放置一般分为嵌入式放置和预埋式放置,但对于某些产品的特殊补缩部位,必须采用高发热冒口,成本高。采用新型泡沫冒口,在模具上设计定位导杆,通过与冒口的配合,可以直接放置在型板上,替代高压冒口,降低冒口的成本。

高发热冒口,打磨时,铸件应放稳在托座板上,铸件开始打磨时,因气割的浇冒口不平,应用较轻的力度,待接触面磨平后,方可加重力度。但加重力度也应适中,防止力度过重而砂轮破裂的危险。打磨中,要防止推压铸件力度过重,导致负荷过大而烧坏电动机,并应经常用于触摸电动机壳和主轴轴承座及砂轮片,一旦发生高温烫手时,应停机休息,以防烧坏电动机和咬死轴承。
冒口在铸件生产中使用可延长金属液的冷却时间,增强补缩效果,能提高铸件工艺出品率20%左右,降低生产成本30%——40%左右,冒口重量减少40%——50%,节省了金属熔化和切割冒口费用,减少了型砂和金属损耗、节能省工降低了铸件生产成本,提高了铸件的内在质量和铸件的致密性,提高了经济效益。使用该产品浇注后该产品高温收缩小,保温冒口套无变形、扩张,冒口光洁、外形归整,补缩后形态“平碟型”。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号