全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区

采购冒口补正量是为改善冒口对铸件的补给而在铸件上增设的局部加厚。由于冒口冷却最慢,因补缩和自身收缩而引起的缩孔就会只产生在冒口中。这类采购冒口及相关工艺补正量的设计是铸造工艺设计中的重要环节,冒口的尺寸一般都用计算方法确定,重要的大型铸件可用计算机辅助设计。
功能不同的冒口批发,其形式、大小和开设位置均不相同,所以,冒口的设计要考虑铸造合金的性质和铸件的特点。对于凝固过程中体积收缩不大的合金(如灰铸铁),或不产生集中缩孔的合金(如锡青铜),采购冒口的作用主要是排放型腔中的气体和收集液流前沿混有夹杂物或氧化膜的金属液,以减少铸件上的缺陷。这种冒口多置于内浇口的对面,其尺寸也不必太大。

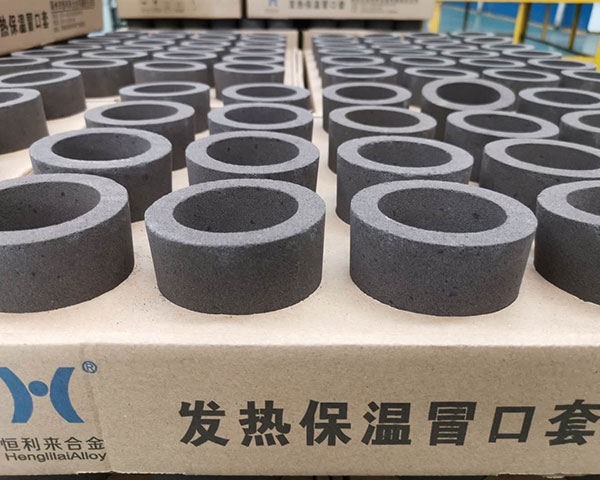
MF型采购冒口覆盖剂具有造渣、发热、保温等多重功能,可以提高冒口补效果,综合性能由于碳化稻壳、石墨渣等普通铸钢覆盖剂,可应用于碳钢和不锈钢、高锰钢等合金钢材质的铸件。使用MF型覆盖剂后,冒口收缩后的形状一般呈蝶形或“u”形,冒口补缩效率比碳化稻壳增加约5%,工艺出品率可提高5-7%.

在铸件厚壁处和热节部位(即铸件上热量集中,内接圆直径较大的部位)设置冒口,是防止缩孔、缩松的有效措施。采购冒口的尺寸应保证冒口比它要补缩的部位凝固得晚,并有足够的金属液供给。采用“顺序凝固原则”,在铸件上建立一个从远离冒口的部分到冒口之间逐渐递增的温度梯度,从而实现由远离冒口处向冒口方向顺序地凝固,即远离冒口的部位先凝固,靠近冒口的部位后凝固,冒口本身最后凝固。

在铸件厚壁处和热节部位(即铸件上热量集中,内接圆直径较大的部位)设置冒口,是防止缩孔、缩松的有效措施。山西冒口的尺寸应保证冒口比它要补缩的部位凝固得晚,并有足够的金属液供给。采用“顺序凝固原则”,在铸件上建立一个从远离冒口的部分到冒口之间逐渐递增的温度梯度,从而实现由远离冒口处向冒口方向顺序地凝固,即远离冒口的部位先凝固,靠近冒口的部位后凝固,冒口本身最后凝固。

在生产中不锈钢阀门和碳钢、低合金钢阀门合用一套模具。同样的工艺方案与工艺措施,不锈钢阀门经常出现缩孔、缩松。去除这些缺陷与补焊过程中容易产生裂纹,需要多次加热、保温,工作量很大,严重影响了正常生产周期。铸造不锈钢合金含量高,凝固温度的范围大,凝固时体积收缩大。另外,铸造不锈钢的金属液流动性差,需提高过热度,这加大了凝固时的体积收缩。不锈钢阀门用碳钢、低合金钢阀门模具时,其补缩系统需要加强,常用的主要工艺措施就是加大胃口。在熔炼能力一定时,就可能出现钢水不够的情况。由于加大冒口也增加了切割冒口的工作量,同时冒口切割面产生裂纹的倾向也变大。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号


